



Every metal component that bears load, resists wear, or endures high stress undergoes heat treatment at some point in its manufacturing journey. Whether it is a gear shaft in a gearbox, a cutting tool in a machine, a spring in a suspension system, or a structural fastener in a bridge, heat treatment determines whether the component performs reliably over its service life or fails prematurely.
Yet heat treatment is one of the most misunderstood processes in Indian manufacturing. Many plant managers buy the wrong furnace, run the wrong process parameters, or skip heat treatment altogether to cut cost — only to face field failures, warranty claims, and quality rejections later.
This guide from REEW — a trusted heat treatment furnace manufacturer in India — explains what heat treatment is, the types of furnaces available, key process parameters, how to choose the right equipment, and what to look for in a furnace supplier.
What Is Heat Treatment and Why Does It Matter?
Heat treatment is a controlled heating and cooling process applied to metals and alloys to alter their mechanical properties — hardness, toughness, ductility, strength, wear resistance, and internal stress levels — without changing the shape of the component.
The same steel component can be soft and machinable before heat treatment, and hard and wear-resistant after it. The microstructure of the metal changes at the atomic level when heated to specific temperatures and cooled at specific rates. Controlling these variables is the science of heat treatment.
| 🔥 Why Heat Treatment Cannot Be Skipped
• Unhardened cutting tools wear out in hours instead of months • Soft gear teeth deform under load, causing vibration and failure • Residual stresses from welding or machining cause cracking in service • Springs without proper tempering lose set immediately under load • Non-stress-relieved castings crack during machining or in service |
Types of Heat Treatment Processes
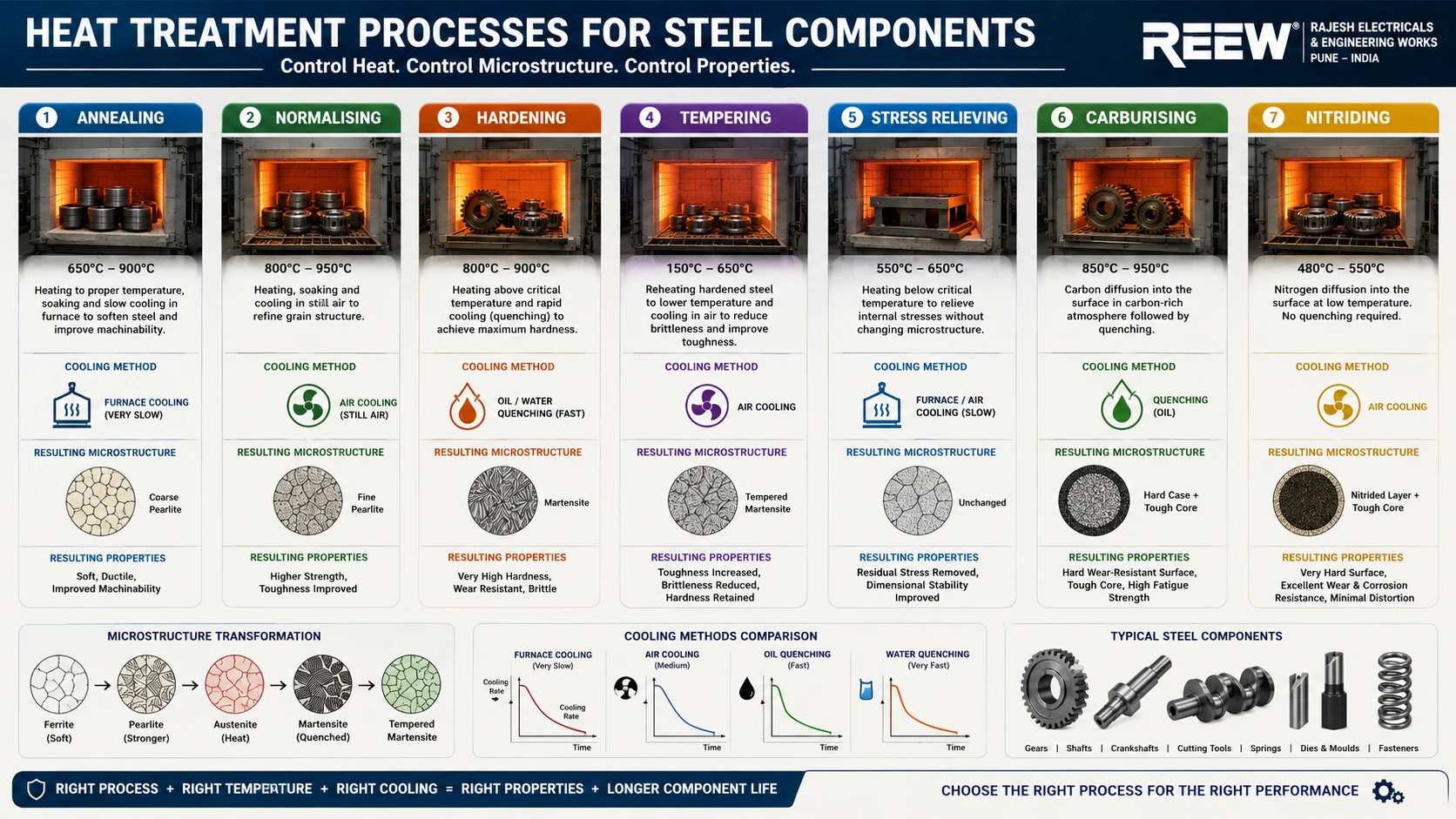
There are several distinct heat treatment processes, each serving a different metallurgical purpose. Understanding which process your component requires is the first step toward specifying the right furnace.
1. Annealing
Annealing involves heating the metal to a specified temperature, holding it there (soaking), and then cooling it very slowly — usually inside the furnace with power off. The result is a soft, ductile microstructure that is easy to machine or cold-form.
Used for: cold-worked steel, castings, forgings, and copper or aluminium alloys before further processing. Temperature range: 650°C – 900°C for steel.
2. Normalising
Similar to annealing but the component is cooled in still air rather than inside the furnace. This produces a finer, more uniform grain structure than annealing. The result is improved strength and toughness compared to the annealed condition.
Used for: rolled or forged steel components that need improved mechanical properties. Temperature range: 800°C – 950°C.
3. Hardening
Hardening involves heating steel above its critical temperature (austenising temperature) and then rapidly quenching (cooling) in water, oil, or air. The rapid cooling traps carbon in a hard, brittle microstructure called martensite.
Used for: cutting tools, dies, punches, gears, shafts. Temperature range: 800°C – 900°C for most steels.
| ⚠️ Important: Hardening Always Followed by Tempering
Hardened steel is extremely brittle immediately after quenching. It must always be tempered to reduce brittleness while retaining most of the hardness gain. Skipping tempering leads to brittle fracture in service — a serious safety risk. |
4. Tempering
Tempering is performed immediately after hardening. The component is reheated to a lower temperature (150°C – 650°C depending on required hardness/toughness balance) and held, then air cooled. This relieves brittleness while retaining most of the hardness.
The tempering temperature directly controls the final hardness: lower tempering temperature = harder but more brittle; higher tempering temperature = tougher but slightly softer.
5. Stress Relieving
Stress relieving removes internal stresses built up during welding, casting, machining, or cold forming. Components are heated to 550°C – 650°C, held for 1–4 hours, then cooled slowly. No phase transformation occurs — the steel’s microstructure is unchanged but residual stresses are eliminated.
Critical for: welded fabrications, precision machined parts, pressure vessels, moulds and dies.
6. Case Hardening (Carburising / Nitriding)
Case hardening creates a hard outer surface (case) while keeping the core tough. In carburising, carbon is diffused into the surface at high temperature; in nitriding, nitrogen is diffused at lower temperature. Used for gears, shafts, and bearing surfaces that need both surface hardness and core toughness.
7. Solution Annealing and Ageing (Aluminium and Stainless Alloys)
Aluminium alloys are strengthened by solution heat treatment (heating to dissolve alloying elements, then rapid quenching) followed by ageing (holding at moderate temperature to allow precipitate hardening). Stainless steels are solution annealed to dissolve carbide precipitates and restore corrosion resistance.
| Process | Temp Range | Cooling Method | Primary Purpose |
| Annealing | 650–900°C | Furnace cool (slow) | Soften, improve machinability |
| Normalising | 800–950°C | Air cool | Refine grain, improve toughness |
| Hardening | 800–900°C | Quench (oil/water) | Maximum hardness |
| Tempering | 150–650°C | Air cool | Reduce brittleness after hardening |
| Stress Relieving | 550–650°C | Furnace/air cool | Remove residual stresses |
| Carburising | 850–950°C | Quench | Hard surface, tough core |
| Nitriding | 480–550°C | Air cool | Hard surface, no distortion |
Types of Heat Treatment Furnaces
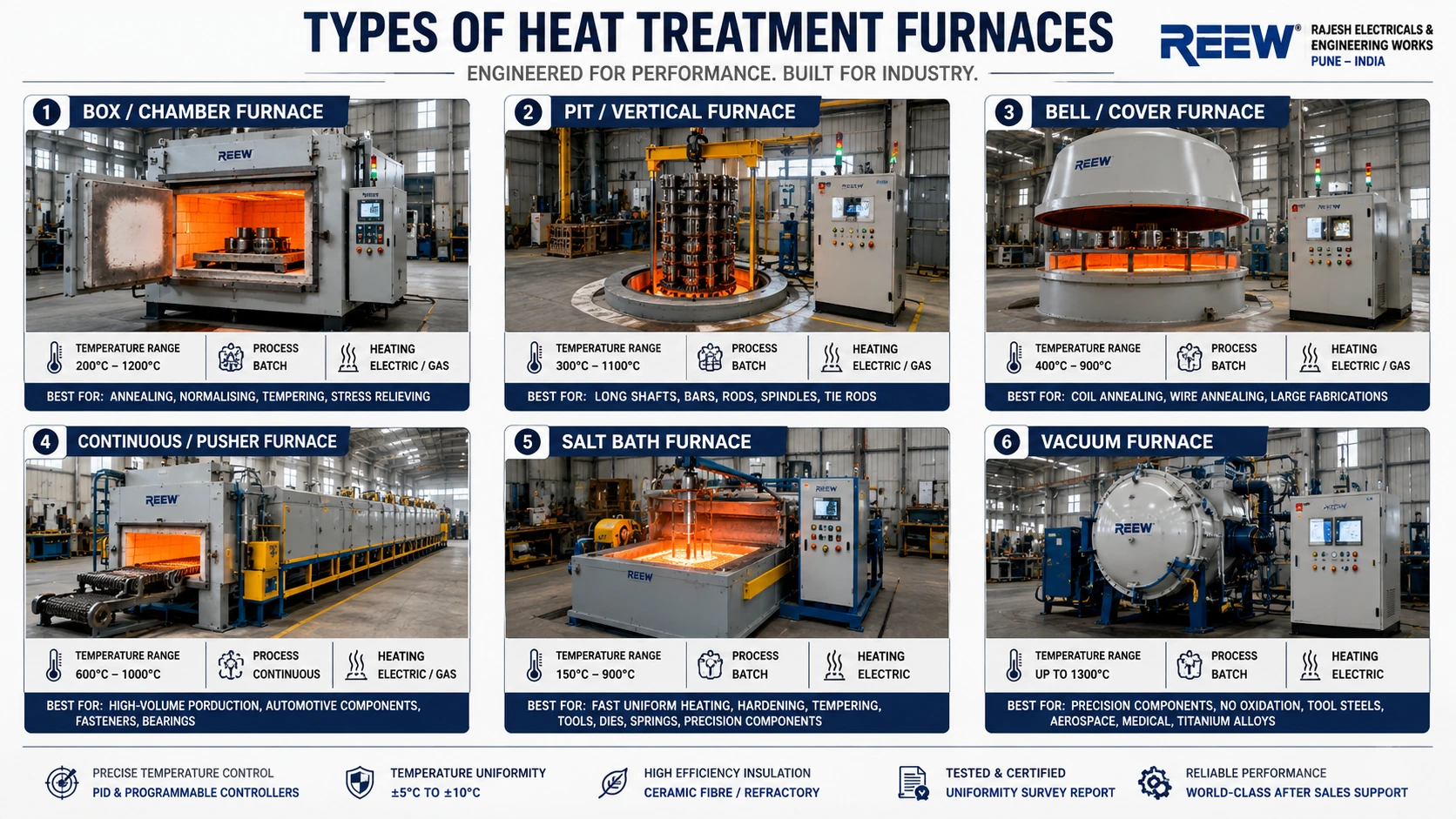
Different heat treatment processes and component types require different furnace configurations. Here are the main types available from industrial furnace manufacturers in India:
1. Box / Chamber Furnace
The most common type. A rectangular insulated chamber with a front-opening door. Components are loaded on a hearth plate or in baskets. Available from small laboratory models to large production units.
- Temperature range: 200°C – 1200°C
- Best for: annealing, normalising, stress relieving, tempering
- Batch process — load, heat, soak, unload
- Electric or gas heated
2. Pit / Vertical Furnace
A cylindrical furnace sunk into the floor. Components are lowered vertically, which is ideal for long shafts, bars, and rods where horizontal loading would cause distortion due to component weight.
- Temperature range: 300°C – 1100°C
- Best for: long shafts, spindles, tie rods, normalising of bars
- Minimises distortion in long components
3. Bell / Cover Furnace
An inverted bell-shaped furnace lowered over the load. Common for batch annealing of coiled strip, wire coils, or large fabricated assemblies. The protective atmosphere is easily maintained inside the bell.
- Temperature range: 400°C – 900°C
- Best for: strip annealing, wire annealing, large fabrications
4. Continuous / Pusher Furnace
Components move continuously through heating and cooling zones on pusher plates or conveyors. Used in high-volume production lines where the same heat treatment process is applied to large quantities of similar components.
- Temperature range: 600°C – 1000°C
- Best for: high-volume automotive components, fasteners, bearings
- High throughput, consistent results
5. Salt Bath Furnace
Components are immersed in a bath of molten salt at the required temperature. Extremely fast, uniform heating. Used for hardening, tempering, and neutral hardening where speed and uniformity are critical.
- Temperature range: 150°C – 900°C depending on salt composition
- Best for: tools, dies, springs, precision components
6. Vacuum Furnace
Heat treatment is performed inside a sealed chamber evacuated to high vacuum. No oxidation or decarburisation occurs. Used for precision aerospace, medical, and tool steel components where surface quality is critical.
- Temperature range: up to 1300°C
- Best for: tool steels, stainless, titanium, aerospace components
- High capital cost but superior surface quality
| Furnace Type | Temp Range | Best Application | Component Type |
| Box / Chamber | 200–1200°C | Annealing, stress relief | Batches, various sizes |
| Pit / Vertical | 300–1100°C | Long component treatment | Shafts, bars, rods |
| Bell / Cover | 400–900°C | Coil / strip annealing | Coils, wire, fabrications |
| Continuous | 600–1000°C | High-volume production | Fasteners, auto parts |
| Salt Bath | 150–900°C | Fast uniform hardening | Tools, springs, dies |
| Vacuum | Up to 1300°C | Precision, no oxidation | Aerospace, medical, tooling |
Key Specifications to Evaluate in a Heat Treatment Furnace
Maximum Operating Temperature
Specify the highest temperature your process requires. Add 10–15% margin and select a furnace rated comfortably above that. Running a furnace at its maximum rated temperature continuously shortens element life and insulation integrity.
Temperature Uniformity
The most critical specification for metallurgical consistency. Temperature variation across the working zone directly affects the uniformity of the heat treatment result. For most industrial processes, ±10°C uniformity is acceptable. For precision tooling and aerospace components, ±5°C is required.
Always ask the furnace manufacturer for a temperature uniformity survey report. Reputable manufacturers test every furnace before dispatch and provide the certificate.
Working Zone Dimensions
The internal chamber dimensions must accommodate your largest component with clearance on all sides for airflow or radiant heat transfer. For batch furnaces, the maximum load weight must also be within the rated hearth load capacity.
Heating Method: Electric vs Gas
| Factor | Electric Furnace | Gas-Fired Furnace |
| Temperature control | Very precise, PID control | Good, but less precise |
| Operating cost | Higher per unit of heat | Lower for high-temp, high-volume |
| Atmosphere control | Easy — sealed chamber | More complex |
| Maintenance | Simple — element replacement | Burner, valve, gas train servicing |
| Max temperature | Up to 1200°C+ | Up to 1400°C+ |
| Best for | Precision, lab, pharma, SME | High-volume, high-temp production |
Atmosphere Control
Many heat treatment processes require a controlled atmosphere inside the furnace to prevent oxidation or decarburisation of the component surface. Options include:
- Air atmosphere — standard, suitable for stress relieving and moderate annealing
- Protective gas atmosphere (nitrogen, argon, endothermic gas) — prevents surface oxidation
- Vacuum — highest surface quality, no contamination
- Salt bath — rapid, uniform, excludes air by immersion
For most engineering applications in India, air atmosphere furnaces are standard. For tool steels, bright annealing of stainless, or case hardening, protective atmosphere or vacuum is required.
Control System
At minimum, a quality heat treatment furnace should have a PID temperature controller with over-temperature protection. For production environments, a programmable profile controller with ramp, soak, and cool stages is recommended. For regulated industries (pharma, aerospace), a data-logging controller with audit trail is required.
Insulation
Furnace insulation determines heat-up time, energy consumption, and outer surface safety temperature. Ceramic fibre insulation is standard for furnaces above 800°C — it has very low thermal mass, meaning fast heat-up and cool-down cycles. Castable refractory is used for very high temperatures (above 1200°C) and heavy industrial furnaces.
Industries That Rely on Heat Treatment Furnaces in India
Automotive and Auto Components
Gears, shafts, crankshafts, connecting rods, camshafts, springs, fasteners, and bearing races all undergo heat treatment. The automotive sector is the largest consumer of heat treatment services and equipment in India.
Tool and Die Making
Every cutting tool, die, punch, mould, and fixture undergoes hardening and tempering. Tool rooms across Pune, Mumbai, Rajkot, and Ludhiana rely on heat treatment furnaces daily.
Engineering and Heavy Fabrication
Pressure vessels, structural fabrications, and large welded assemblies require mandatory stress relieving as per standards like IS 2825 and ASME Section VIII. REEW supplies stress relieving furnaces specifically configured for this application.
Aerospace and Defence
Titanium, nickel superalloys, and specialty steels used in aerospace require vacuum or protective atmosphere heat treatment with tight temperature control and full traceability.
Railways
Axles, wheels, rails, and couplers all require specified heat treatment to meet railway board standards. Rail component manufacturers in India are significant users of pit and box furnaces.
Springs and Fasteners
Spring manufacturers and fastener producers run continuous or salt bath furnaces for high-volume tempering and stress relieving of spring steel coils and fasteners.
How to Choose the Right Heat Treatment Furnace Manufacturer in India

1. Verify They Actually Manufacture
A significant portion of ‘furnace suppliers’ in India are traders. They source standard units from fabricators and add margins. A genuine manufacturer designs, fabricates, assembles, and tests at their own facility. This matters because custom specifications, quality control, and after-sales support all depend on manufacturing capability.
REEW designs and manufactures all furnaces at its Pune facility.
2. Check Temperature Uniformity Capability
Ask every supplier for a temperature uniformity survey of a furnace they have built. If they cannot provide one, that is a serious red flag. Uniformity data separates genuine manufacturers from assemblers of bought-in components.
3. Assess Customisation Depth
Your furnace will have specific requirements — chamber dimensions, temperature, loading method, atmosphere control, controller specification, hearth load. A capable manufacturer should be able to configure all of these to your specification without asking you to compromise.
4. Review References in Your Industry
A manufacturer who has supplied furnaces to the automotive sector understands IATF-related traceability requirements. One with experience in pressure vessel fabrication understands IS 2825 stress relief requirements. Ask for specific references from your industry.
5. Evaluate After-Sales Commitment
A heat treatment furnace is a 15–25-year asset. Heating elements need periodic replacement. Thermocouples drift and need recalibration. Controllers develop faults. Choose a manufacturer with documented spare parts availability and a local service capability.
REEW: Industrial Furnace Manufacturer in Pune Since 1980
REEW (Rajesh Electricals and Engineering Works) has been designing and manufacturing heat treatment furnaces and industrial ovens from Pune for over four decades. As one of the most experienced industrial furnace manufacturers in Pune, REEW supplies custom-engineered furnace solutions to clients across India.
REEW Heat Treatment Furnace Range
| Furnace Type | Temperature Range | Key Feature |
| Box / Chamber Furnace | 200°C – 1200°C | PID control, ceramic fibre insulation |
| Pit / Vertical Furnace | 300°C – 1100°C | For long shafts and bars |
| Stress Relieving Furnace | 400°C – 750°C | IS 2825 / ASME compatible |
| Tempering Furnace | 150°C – 700°C | Tight uniformity, forced circulation |
| Annealing Furnace | 500°C – 1000°C | Slow cool capability, programmable |
| Custom Heat Treatment Furnace | Up to 1200°C | Fully custom spec to order |
Why Indian Manufacturers Choose REEW
- 40+ years of heat treatment furnace design and manufacturing
- Full in-house fabrication, assembly, and testing in Pune
- PID and programmable profile controllers as standard
- Ceramic fibre insulation for low energy consumption and fast heat-up
- Temperature uniformity survey certificate with every furnace
- Custom chamber sizes, temperature ranges, and loading configurations
- Spare elements, thermocouples, and controllers in stock
- Service support across Maharashtra and pan-India
Frequently Asked Questions
What is the difference between a heat treatment oven and a heat treatment furnace?
In common usage, both terms refer to the same equipment. Technically, ‘furnace’ is preferred for equipment operating above 600°C, while ‘oven’ is used for lower-temperature processes. REEW manufactures both.
What temperature is required for stress relieving of welded structures?
For carbon steel and low-alloy steel, stress relieving is typically performed at 550°C – 650°C with a holding time of 1 hour per 25mm of thickness, as specified in IS 2825 and ASME Section VIII. REEW can supply furnaces configured and calibrated to meet these standards.
Can REEW supply a furnace for case hardening / carburising?
Yes. REEW manufactures carburising furnaces and can advise on atmosphere gas supply requirements. Contact REEW’s technical team to discuss your specific carburising specification.
What is the typical lead time for a heat treatment furnace from REEW?
Standard configurations ship in 6–8 weeks from order confirmation. Custom-engineered or large furnaces may require 10–16 weeks. Contact REEW early in your project planning.
Do REEW furnaces come with a temperature uniformity certificate?
Yes. All REEW heat treatment furnaces are tested, and a temperature uniformity survey certificate is provided as part of the standard documentation package.
Can REEW supply heat treatment furnaces outside Maharashtra?
Yes. REEW supplies and commissions heat treatment furnaces across India. Previous installations include sites in Mumbai, Nashik, Aurangabad, Kolhapur, Pune, Chennai, and Bangalore.
What types of heating elements does REEW use in their furnaces?
REEW uses high-grade Kanthal (iron-chromium-aluminium) resistance wire elements or SiC (silicon carbide) rod elements for high-temperature applications. Element type is selected based on operating temperature, atmosphere, and required service life.
Conclusion: Invest in the Right Furnace, Invest in Your Quality
Heat treatment is not a step to cut corners on. The quality of your heat treatment directly determines the performance, reliability, and service life of every component you produce. Choosing the right furnace and running the right process parameters is foundational to manufacturing quality.
REEW has provided heat treatment furnace solutions to Indian manufacturers for over 40 years. From small tempering ovens for tool rooms to large stress relieving furnaces for pressure vessel fabricators, REEW engineers every furnace to the specific requirements of the application.
If you are evaluating heat treatment furnaces — whether for a new facility, capacity expansion, or replacement of ageing equipment — speak to REEW’s technical team first.
| Discuss Your Heat Treatment Furnace Requirements with REEW
Heat Treatment Furnace Manufacturer in India – Pune Phone: 08046077822 | Email: sales@rajeshele.com | Website: reew.in |
About REEW (Rajesh Electricals and Engineering Works)
REEW is a Pune-based industrial oven and furnace manufacturer with over 40 years of experience. The company designs, manufactures, and supplies heat treatment furnaces, industrial ovens, electrode ovens, flux baking ovens, curing ovens, and industrial heating elements for clients across India.
Related Reads:
- Electrode Oven vs Drying Oven vs Holding Oven – reew.in/electrode-oven-vs-electrode-drying-oven-vs-electrode-holding-oven/
- Complete Guide to Flux Baking Ovens – reew.in/flux-baking-oven-manufacturer-pune
- How to Choose the Right Industrial Oven – reew.in/industrial-oven-manufacturer-pune-buyers-guide
- All Products – reew.in/products/

